CONDUCTIVE EPOXY FLOORING
EPF installs conductive epoxy flooring in production, packaging, warehouse, storage and agv floor areas. Our systems are specified for the electronics industry, as well as munitions, explosives areas, hazardous storage and processing areas, and AGV floor areas. Industrial epoxy flooring, specifically seamless epoxy and urethane, can be the right solution for many of these projects. EPF provides a turn key, single source solution for your conductive floor needs. We provide expert consulting for your project, from A-Z. Since we are are vertically integrated, we can handle everything from design concept to completion. A nationwide service network provides localized service in 50 states.

We have a diverse customer base; from Fortune 500 companies to Department of Defense, and high tech manufacturing firms. Materials, installation with our own company crews, and a solid warranty are provided by EPF. This is true turn key responsibility. No distributors, no middle men. EPF tightly controls the quality along every step of the way.
For over 30 years, EPF has served the industrial flooring market, with cost effective turn key solutions.
Select your industry:
Conductive Epoxy Flooring vs Static Conductive Flooring
The term conductive flooring is also known as static conductive flooring. It is sometimes confused with static dissipative. In general, conductive flooring should not be considered as a superior resistance range versus static dissipative. Both conductive and dissipative flooring are classified as anti static. Each is specified for certain industrial applications.
The electrical range for conductive flooring is 25,000 ohms to 1 million ohms, while dissipative or static dissipative is 1 million to 1 billion ohms. For extra sensitive microelectronics, or areas where a spark can cause a dangerous ignition, the conductive range is required.
Installation of Conductive Epoxy Flooring
Many companies selling conductive epoxy flooring are merely manufacturers or distributors. They have never installed their products, and often do not even know basic installation concepts. They are only trying to push product out the door. Limited experience equals poor results. Warranties are often riddled with disclaimers, regarding the completed floor.
In contrast, EPF has installed millions of square feet of epoxy floor coatings and troweled urethane flooring systems, throughout the United States. Once our design consulting is completed, and a contract is mutually agreed upon, we assign your project team. Your team includes a project manager, site manager, team leader and 6-12 flooring technicians. Tight control of quality is achieved, through this experienced flooring team.
Removal of any existing flooring, adhesives or coatings, surface preparation, and installation are handles by our expert crews. Over 1 million dollars of equipment has been invested, to ensure surface prep and application are achieved quickly, efficiently, and with the highest quality. All surface prep equipment has dust collection, to minimize airborne dust and protect your building and sensitive equipment. Following time tested checklists, the installation is completed, ensuring quality along every step of the way.

After the flooring is complete, it is electrically grounded to earth. Conductive grounding tape in installed at columns or designated ground points, every 1,500 sq ft. Next, electrical testing is performed, to ensure that flooring meets the required standard, which shall be ESD S20.20, NFPA99, or DOD 4145.26
Resistance to ground of a conductive epoxy floor is defined as 25,000 ohms to 1.0 x 106 (1 million) ohms
Conductive Floor Material Options
EPF provides high performance epoxy & urethane flooring from PumaCRETE Corp.
FOR DIY INSTALLATION, contact PumaCRETE Corp directly at 857-226-8247 for help with purchasing their materials for self installation. They have detailed instructions for self installation, along stocking specialty tools & supplies.
PumaCRETE website
All of their conductive flooring systems are vapor permeable, which help prevent failures due to concrete moisture issues. The typical system includes a primer coat of dual component epoxy primer, and top coat of anti static urethane. Materials are low odor, which minimizes interference with adjacent ongoing operations.
 Conductive Epoxy Floor Coatings
Conductive Epoxy Floor Coatings
 Conductive Epoxy Floor Coatings
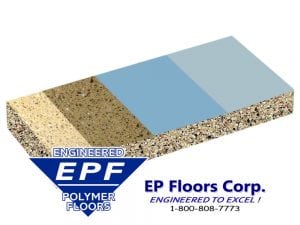
Conductive Epoxy Floor CoatingsCoating systems are thinner roller applied systems. After surface prep is complete, cracks, holes and spalled joints are repaired with an epoxy paste. Next, the coatings applied in two or three layers. Typically, an insulative epoxy primer coat, (optional epoxy mid coat), and conductive polyurethane top coat. With this system, you achieve the ultimate in wear resistance and gloss retention. Good all around chemical resistance, scuff resistance, and a super easy to clean finish. Standard texture is a very light, glass bead finish. This allows for mop cleaning, but is not slippery. The electrical properties are built-in, cannot be worn off, and the floor never needs waxing.
Conductive Flooring Resurfacers
 Conductive Flooring Resurfacers
Conductive Flooring ResurfacersFor areas where the concrete is heavy damaged, we have a urethane mortar resurfacer, called PumaCRETE® 301-SLB flooring. This material is typically applied at 1/8 inch to 1/4 thickness, and restores the concrete to smooth condition. The flooring also handles heavy traffic from power lifts, as well as acting as a vapor mitigation barrier for concrete with high moisture transmission.
This system typically includes a polymeric lock coat, to provide enhanced cleanability. The completed system is grounded, and comes with a five year warranty. Additional benefits include chemical resistance, concrete moisture vapor tolerance, and customized slip resistant textures.












Conductive Flooring for Hazardous Areas
Some industrial applications for our conductive epoxy flooring include flammable storage and processing, explosives storage and processing, munitions, etc. The handling of these materials can lead to an ignition event, fire or explosion. Read more about specialty hazardous area conductive flooring for these areas, where often NFPA-99 DOD 4145.26-M or other standards must be met.
There are many sources of ignition that can lead to fires and explosions, from static electricity. Some examples include filling of an improperly grounded (plastic) bucket with xylene, to the pneumatic filling of a storage silo with a combustible bulk solid. Similarly, the dumping of combustible bulk solids out of flexible intermediate bulk containers (FIBCs).
ESD Flooring
ESD Flooring- FAQ
Anti Static Flooring
Hazardous Flammable areas
For more information, including the color availability, technical properties, or other properties of our conductive flooring or any of our systems, please contact the technical support team at our office at 800-808-7773

